")
")
")
")

")
")
")
Silicone Seal Rings: Sealing Solutions Beyond Compare
Introduction:
In the world of sealing solutions, silicone seal rings have emerged as the benchmark for excellence, acclaimed for their versatility and superior performance across a myriad of applications. In this article, we embark on a journey to explore the world of silicone seal rings, uncovering their unique attributes, practical advantages, and the wide-ranging applications that make them the ultimate choice for professionals and enthusiasts alike.
The Versatility of Silicone Seal Rings: A Sealing Marvel
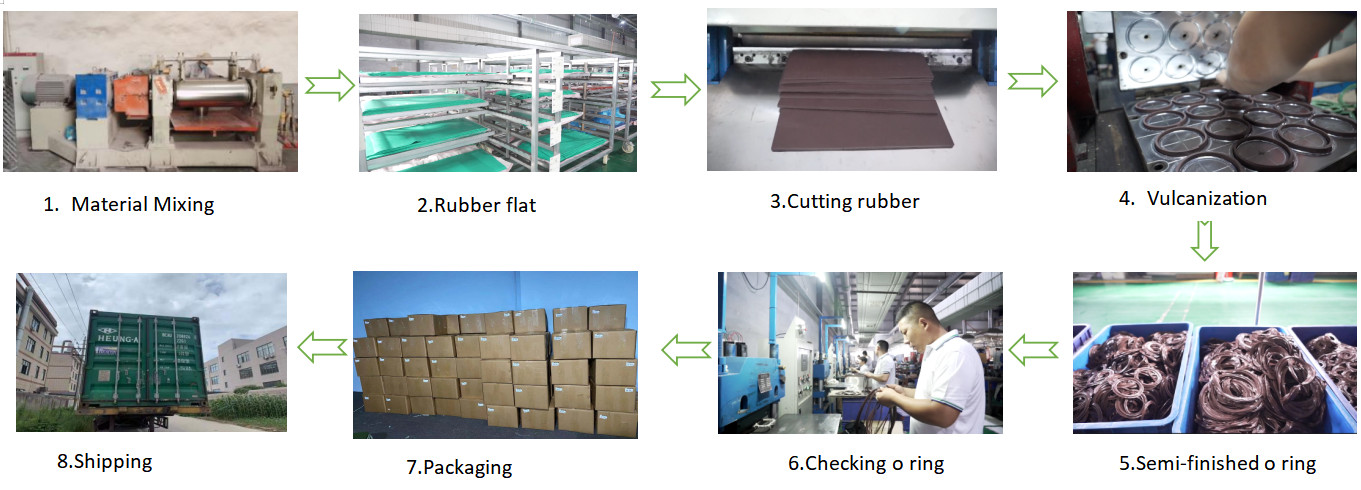
Silicone seal rings are meticulously engineered from silicone rubber, a material known for its exceptional properties that elevate it to the forefront of sealing technology.
Advantages of Silicone Seal Rings:
Temperature Tolerance: Silicone seal rings excel in extreme temperature conditions, ensuring a dependable seal in high-heat and cryogenic environments, making them indispensable in industries ranging from automotive to aerospace.
Chemical Resistance: These rings exhibit remarkable resistance to a wide range of chemicals, acids, and solvents, making them a vital choice in environments where exposure to corrosive substances is common, such as chemical processing and laboratories.
Weather Endurance: Silicone seal rings are UV and weather-resistant, making them ideal for outdoor applications in construction, marine equipment, and architectural projects.
Flexibility: Their impressive flexibility allows silicone seal rings to conform to various shapes and surfaces, ensuring a secure and custom-tailored seal in plumbing, hydraulic systems, and automotive engines.
Low Compression Set: Silicone seal rings maintain their original shape even after extended periods of compression, reducing the risk of leaks in high-pressure systems.
Biocompatibility: Silicone’s biocompatible and non-reactive nature makes these rings suitable for medical and pharmaceutical applications, including implantable devices and drug delivery systems.
Electrical Insulation: Silicone seal rings offer excellent electrical insulation properties, ensuring safety in electrical connections and components in both industrial and household settings.
Longevity: Silicone seal rings are known for their durability, contributing to cost savings by minimizing the need for frequent replacements in critical applications.
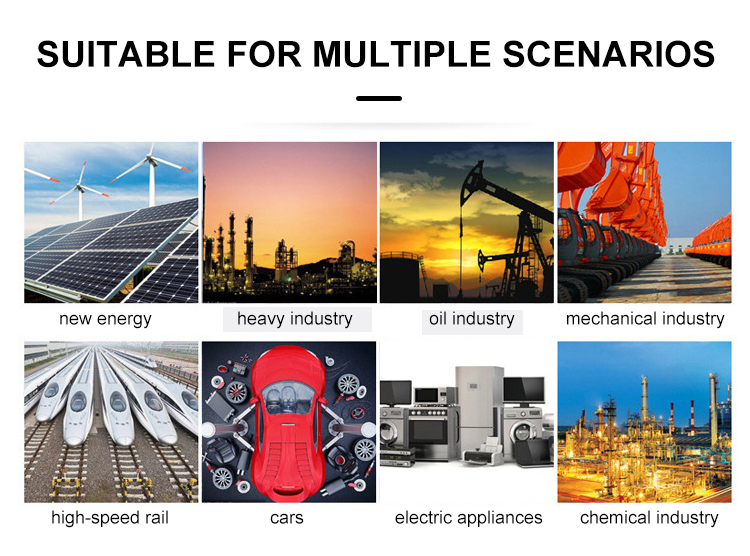
Applications of Silicone Seal Rings:
Automotive Industry: Silicone seal rings are integral to engines, transmissions, and exhaust systems, providing reliable seals in demanding conditions, thus contributing to vehicle efficiency and safety.
Medical Devices: In the medical field, these rings provide sterile and biocompatible sealing solutions in devices such as syringes, IV systems, and surgical instruments, ensuring patient safety and precision.
Aerospace: The aerospace sector relies on silicone seal rings for reliable seals in aircraft systems, from fuel lines and hydraulic systems to avionics, guaranteeing safe and efficient flight.
Industrial Machinery: Silicone seal rings play a pivotal role in maintaining efficiency and reliability in various industrial processes, from heavy manufacturing equipment to precision instruments.
Food and Beverage: In the food and beverage industry, these rings are crucial for sealing food processing equipment, ensuring hygienic and contamination-free production.
In Conclusion:
Silicone seal rings stand as the epitome of sealing solutions, known for their adaptability and resilience across a multitude of industries. Their unique attributes, including temperature tolerance, chemical resistance, and longevity, make them the preferred choice for sealing and insulating applications. Whether you’re addressing industrial challenges, healthcare requirements, or home improvement projects, silicone seal rings are here to deliver reliable, versatile, and durable sealing solutions. Embrace the adaptability and long-lasting performance of silicone seal rings for a seamless sealing experience, ensuring the success of your projects, regardless of their complexity or scale.