")
")
")
")
")
")
")









Silicone Seal Rings: Versatile, Reliable, and Durable Sealing Solutions
Introduction:
In the world of sealing technology, silicone seal rings have emerged as a versatile and highly effective sealing solution, widely recognized for their exceptional performance and diverse applications. In this comprehensive guide, we explore the unique attributes, practical benefits, and the extensive array of uses of silicone seal rings. Whether you’re a seasoned industry professional seeking the ideal sealing component or a DIY enthusiast looking to enhance your knowledge, this article provides valuable insights for individuals at all levels of expertise.
Understanding Silicone Seal Rings: A Sealing Marvel
Silicone seal rings are precision-engineered sealing components primarily crafted from silicone rubber, celebrated for their remarkable properties that set them apart in the realm of sealing solutions.
The Advantages of Silicone Seal Rings:
High-Temperature Tolerance: Silicone seal rings excel in extreme temperature conditions, ensuring a reliable and consistent seal in both high-heat and cryogenic applications, making them a trusted choice in industries like aerospace and automotive manufacturing.
Chemical Resistance: These rings exhibit exceptional resistance to a wide range of chemicals, acids, and solvents, rendering them invaluable in corrosive environments such as chemical processing plants and laboratories.
UV and Weather Resistance: Silicone seal rings are UV and weather-resistant, making them ideal for outdoor applications in industries like construction and agriculture.
Exceptional Flexibility: Their remarkable flexibility allows silicone seal rings to conform to various shapes and surfaces, ensuring a tight and secure seal in critical applications such as plumbing and hydraulic systems.
Low Compression Set: These rings maintain their original shape and sealing properties even after prolonged compression, reducing the risk of leaks in high-pressure systems.
Biocompatibility: Silicone is biocompatible and hypoallergenic, making these rings suitable for medical and pharmaceutical applications where sealing and sterilization are paramount.
Electrical Insulation: Silicone seal rings provide superior electrical insulation properties, ensuring a safe seal in electrical connections and components in both industrial and household settings.
Longevity: Silicone seal rings have a prolonged service life, reducing maintenance costs and contributing to sustainable operations in industries such as water treatment and oil and gas.
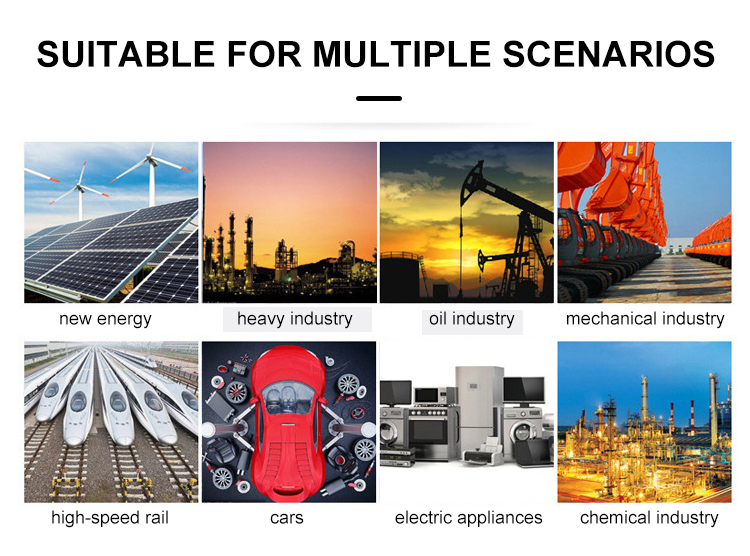
Applications of Silicone Seal Rings:
Automotive Industry: Silicone seal rings are crucial in engine components, transmissions, and exhaust systems, ensuring reliable seals under challenging conditions.
Food and Beverage: These rings are used for sealing in food processing equipment, maintaining hygienic and contamination-free production.
Medical Devices: In medical applications, silicone seal rings offer sterile and biocompatible sealing solutions in critical devices like syringes and IV systems.
Aerospace: Silicone seal rings are utilized in aircraft systems, providing dependable seals for fuel lines, hydraulic systems, and more.
Industrial Machinery: From heavy manufacturing to precision instruments, silicone seal rings play a pivotal role in maintaining the efficiency and reliability of various equipment.
In Conclusion:
Silicone seal rings are at the forefront of sealing technology, known for their adaptability and resilience in various industries. Their exceptional attributes, including temperature tolerance, chemical resistance, and longevity, make them the preferred choice for sealing and insulating applications. Whether you are addressing industrial challenges, healthcare requirements, or home improvement projects, silicone seal rings stand ready to deliver versatile, reliable, and durable sealing solutions. Embrace the power and adaptability of silicone seal rings for a seamless and long-lasting sealing experience, ensuring the success of your projects, regardless of their complexity or scale.